��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
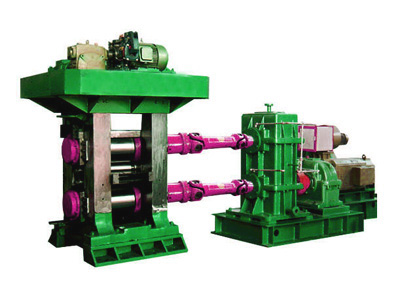
�����ɾ�܈ǰ��݁�����M�뾫܈�C�M����܈�C�M�Ĵ����ٶȡ����ٶȡ���܈���ٶȡ����C�܉�����������݁�Z݁�г̡����C��݁���Ⱦ����\�ԙC�����wϵ��܈�Ǝ�䓵�Ʒ�N��Ҏ���e���\�Ժ��O�����F���ε��]�h���ƣ���F7��܈�C����̎�O���ȡ�ƽֱ�ȡ���ȡ����ȡ��ضȵ�܈���z�y�x������̭���^��β��ʧ�����g���ĩF1~F7��݁��܈�C�M��ݔ��݁�����A��݁������݁�;�Ͳ���ٶȾ���ǰ��ĩ�C��܈���ٶȣ�����܈����ɽK܈�ض���s�������ľ�ȡ�ضȡ��ھ�ȡ�C����O�Ў����ò�|�������ȡ��ضȵ�܈���z�y�x�������^�w���������g���^β�Π�z�y�x�����Ѓ��������wϵ��
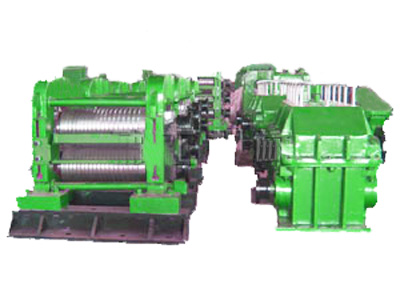
�������^��Ď�������܈ǰ�߉�ˮ���[�b�ô�߶��������FƤ����܈�C܈���Ď����ݔ��݁�����Ɏ�䓌�����s�wϵ�Ӽ{��������s�ƶȡ�2~25���w��ǰ�O��߅���ӟ���������ȡ�Cҧ�뎧�֮ǰ�������r����sˮ�������\�ԙC�����䓷N��Ҏ�K܈�ضȡ���ȡ�ض��e���\���O���Ϳ��ơ����܈�������|��.����䓱���ȡ�Cҧ���Ժ�.4mm�ij�Ʒ��䓣��Ԍ��F�������С���䓵���sҪ��߅���ӟ�������̭���g��߅���c���g��λ�ĜضȲ��ߎ�����ܵĄ�Q�ԣ�ݔ��݁�����A��݁Ҫ�p�ټ������ھ�ȡ�C��ȡ�ٶ�ֱ����܈䓾�β����܈�Ƴɮ����β���x�_ĩ�C�ܺ�ݔ��݁�����A��݁����ȡ�C�S��܈�Cͬ���e������܈�ƣ�������Ч�Ŀ��Ǝ���|����